

 联系我们
联系我们

欧姆龙OMROM
现行工厂架构上低成本实现异地
工厂的实时监控
2022年10月10日19:25:02 2022年10月10日06:59:52OMROM欧姆龙
OLED智能工厂中EIP网络的构建
- 生产性提高
- 电子
- 改善
- IoT
- 智能制造
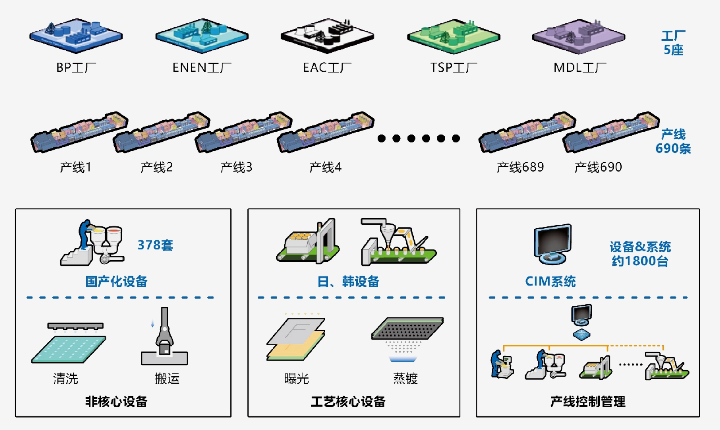
这是一家拥有5座工厂,上百条产线的大型OLED工厂,目前因处于传统的多人工生产、分散式管理模式,存在着较多课题,所以打算引入IoT技术、机器人技术,对整厂进行智能化改造。
欧姆龙采购联系肖工15197217123(VX同号)
现场课题
课题点①:CIM主机故障导致产线长时间停机
CIM主机出现故障,造成整线处于停机状态,更换CIM主机的话,至少需要1-2小时,影响产线产品生产效率及产品品质。
课题点②:CIM主机成本高昂
一共有五座工厂,每座工厂都有数百台CIM主机,网络硬件更换的话,成本可想而知。
课题点③:信息分散,无法安全集中管理
产线的网络信息分布在现场数百条产线中,信息分散,无法安全地集中管理。
课题点④:难以对应多品种柔性生产形态
多品种柔性生产,需要不断更新和布局新产线和设备,原传统的天车搬运系统,建厂时就固定安装,已投入生产的洁净室内无法对其轨道进行二次施工,需要重新改造,又是额外的增加成本。
解决方案
1、CIM系统虚拟技术
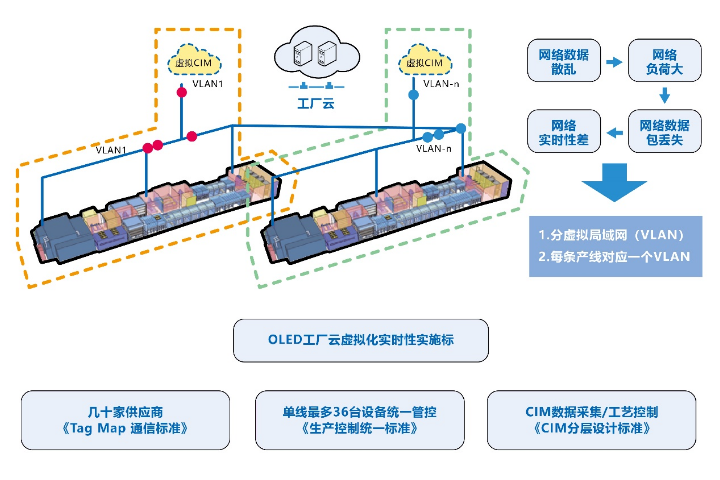
在工厂云上,通过建立虚拟CIM系统,通过它实现对所有分厂内数百条产线的EIP网络化实时控制。
2、虚拟系统容灾技术
虚拟CIM系统故障时,秒级无感知地切换到备用CIM系统,产线实现了不停机生产。
3、EIP高实时性通信技术
通过划分虚拟局域网即VLAN,将每条产线数据严格锁定在一个VLAN里面, 再者,建立实时性实施标准:《Tag Map通信标准》/《生产控制统一标准》/《CIM分层设计标准》。
4、EIP大容量通信技术
汇总产线所有通信数据,并对其进行实时性划分,非实时性数据采用class3通信方式;在CIM编程时,采用多线程技术同时与所有PLC进行数据通信,确保大容量数据通信符合生产效率。
5、自主移动小车技术
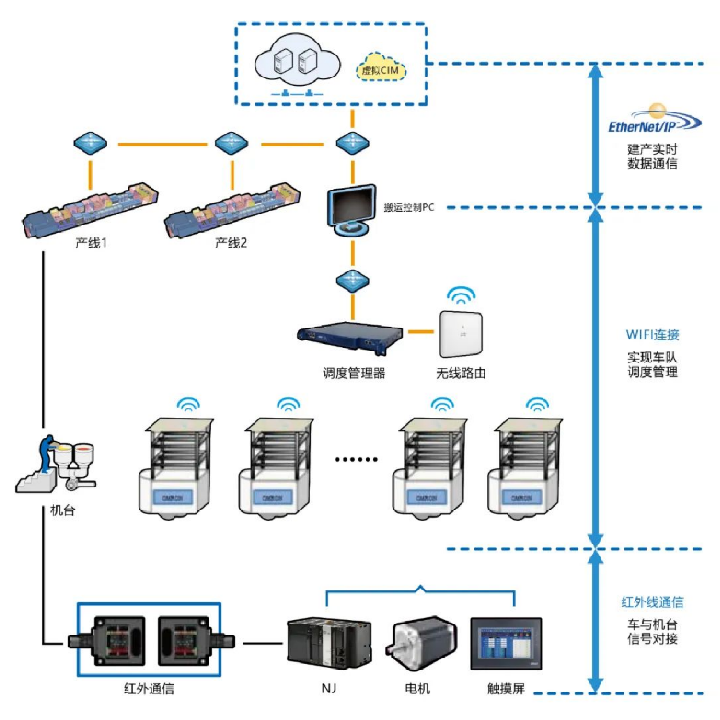
搬运控制PC与虚拟CIM之间建立实时数据通信;通过WIFI连接,调度管理器实现对现场30台小车的车队调度管理;小车上装载机构采用NJ控制动作;上装机构与机台之间物料传输时,采用红外通信实现信号对接。
网络配置
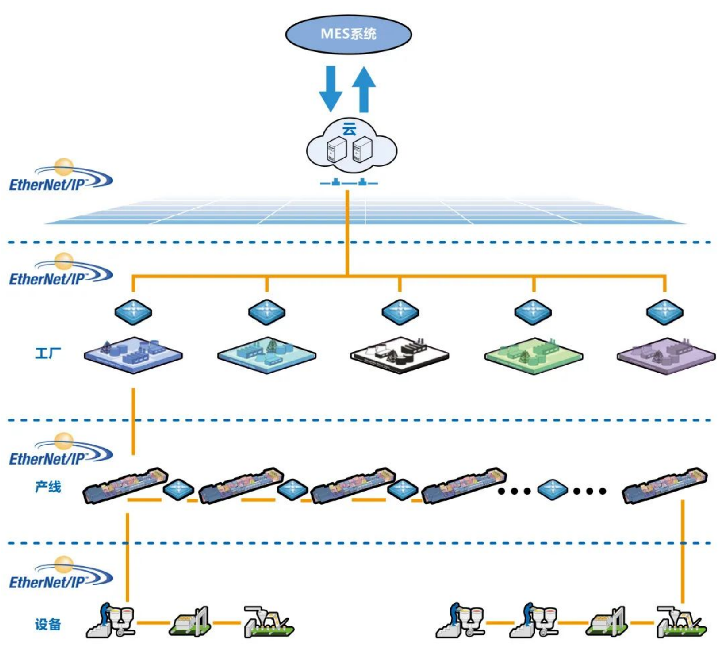
以EIP网络提案,导入EIP网络载体--NJ控制器,建立全厂设备应用层逻辑控制核心;其次向上延伸,在软件管理层中,Sysmac Gateway+Componet在整厂CIM系统之中得到应用;再向下拓展,RFID/伺服/自主移动小车/安全产品等,在全厂设备中得到广泛使用;***终,呈现了基于EIP网络的ILO+R+S一站式的解决方案。
实现价值
1、重新规划工厂网络方案,降低网络成本10000K以上。
2、通过容灾(FT)功能,实现产线不停机生产,故障修复时间从1小时缩短为秒级。
3、产线数据信息管理由分布式管理,升级为数字化中心集中管理。
4、产线升级为自主导航搬运,无需反复改造,轻松对应对品种柔性化生产。
【经营层】
■ 首次云技术应用,也是EIP网络在工厂云平台上首次应用,技术***。
■ 首次自主自导航车队调度管理应用,实现工厂定制化多品种柔性生产。
【管理层】
■ 节省CIM主机及网络购置,踪迹20000K以上成本。
■ 将分散的信息,升级为数字化中心集中管理。
【工程师层】
■ 故障恢复时间从1小时缩减到秒级;
■ 整体配置由一家厂商完成,维护简单。
欧姆龙始终致力于解决生产中出现的课题,推动生产革新。尤其是欧姆龙智能制造理念i-Automation!中的“Intelligent”(智能化),欧姆龙将诸多产品系列进行联网,融合FA与ICT,推动客户的生产革新。通过信息的存储、可视化和解析,向创造附加价值的制造现场变革。
3个“ ”掀起制造革新
”掀起制造革新 


